For consumers and the record-trade alike, all there is to know about a record is printed on the label: artist, title, catalogue number and so on. But to a collector or archivist there is more useful information moulded into the dead-wax of the run-out section of the record.
Most of this information was never intended for any use beyond the manufacturing of records. But now, far removed from anyone's memory, these inscriptions can tell us a lot about the particular record under consideration. Of the millions of records manufactured, the information enables us to narrow down the disc to a group of a few thousand records.
Manufacturing steps
The various stages of the manufacture of records is explained here. To recap, the lacquer disc (sometimes called an acetate and recorded on a special recording lathe) is sent to the record factory where it is first electroplated with nickel. The original lacquer is subsequently removed; yielding a negative nickel impression of the original master disc - in which the groove has become a ridge. This is known as the nickel-master or sometimes as the father.
When only a few hundred discs are required, the first nickel-master, grown from the lacquer original, may be used as a stamper which is to say, used as a mould for the production records, the ridges in the stamper leaving the impression of grooves in the heated, soft vinyl.
In serious production-runs (where the number of copies exceed about 1000 discs), a process is undertaken in which an intermediate mother is produced from the nickel-master - once more in a process of electrolysis. This metal mother has a groove and may be played just like a normal disc. In fact, it is played to check it. Multiple, negative discs or stampers are then formed from the mother disc for the production of records.
To some generations much is given. Of other generations much is expected4
As with all physical, analogue copying processes, there are constraints on how many copies may be made in each stage of the process before the imperfections of the copies start to add noise and distortion to the reproduction from the finished records. Very roughly we can say: one nickel-master can produce about 5 mothers, and one mother can produce about 10 stampers.
A single stamper can produce about 2000 records, so the full process will yield about 100,000 vinyl records before a new lacquer needs to be re-cut. To put this into perspective, The Beatles second album With the Beatles sold over half-million albums in one week. So, at the height of the popularity or records, re-cuts were frequently required.
Laquer number and cut
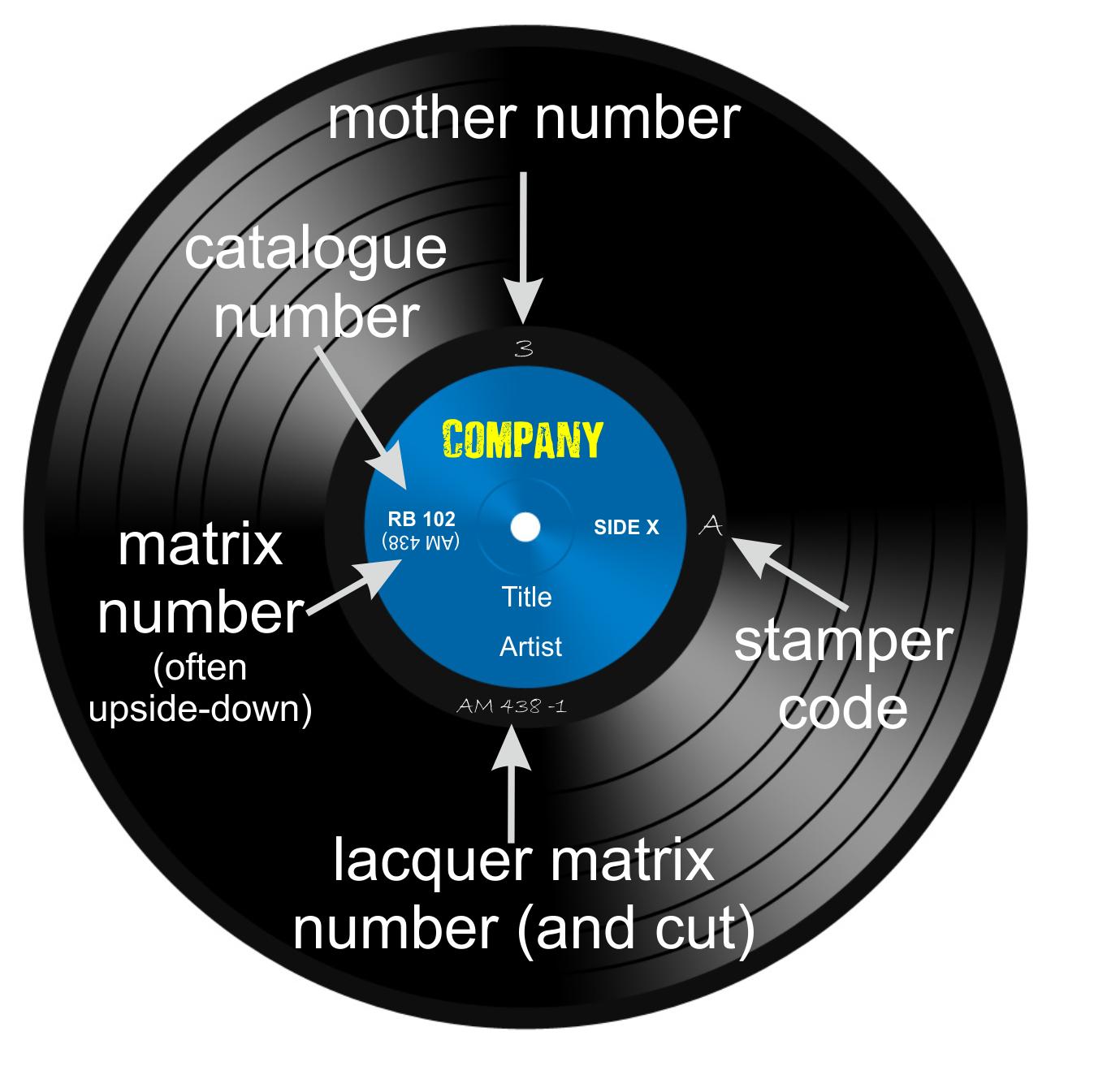
The piece of information easiest to spot in the run-out section of the record is the lacquer number (or matrix number). This is punched, or scratched into the soft nitro-cellulose lacquer by the mastering engineer who cut the lacquer from the original master-tapes.
Because two lacquers are required to make the two sides of a record, there are two, different (but very often sequential) numbers on each side. The main part of this number (AM 438 in the example illustrated) matches a printed number on the disc label; indeed this number was used in the factory to ensure the right labels were pressed to the right records. Note the lacquer (or matrix) number is not the same as the record company's catalogue number which is usually in much bolder typeface.
But there is a vital, extra piece of information in the lacquer (matrix) number after the hyphen. This relates to the number of the cut. As illustrated this is - 1 - the first cut. When production numbers were enough to warrant a second cut, the number would become AM 438-2 and so on. Sometimes the identity of the mastering engineer is encoded in this number by a letter suffix, so that it might read, AM 438-1R.
Mother numbers and stamper codes
Other numbers and codes were added at the pressing plant. This information too may be discovered in the in the run-out area. Because the factory was dealing with the very much harder materials and not soft nitro-cellulose lacquer, these numbers are much less heavily inscribed and are sometimes quite difficult to see. Happily, a convention seems to have developed so that the various pieces of information are placed 90° apart so that, if the lacquer number appears at the 6 o'clock position if the record is imagined as a clock face, then the matrix and stamper information will be at 9 oclock, 12 o'clock or 3 o'clock.
The mother number is usually written as a number and is easy to understand. The stamper number is often - at least with British records - given in code as a letter, or group of letters. All record companies and pressing plants had their own conventions, so the real connoisseur must do some homework to know what these codes mean (see side-bar and note. 2). In case of confusion between these two markings: judged carefully in a raking light, the stamper code is embossed (it slightly projects) from the surface of the disc whereas the lacquer or mother code are carved into the plastic. This is because the stamper code was punched or scratched into a negative of the disc, whereas the mother number (or code) was punched or scratched into a positive copy. Jump to 78 RPM records.
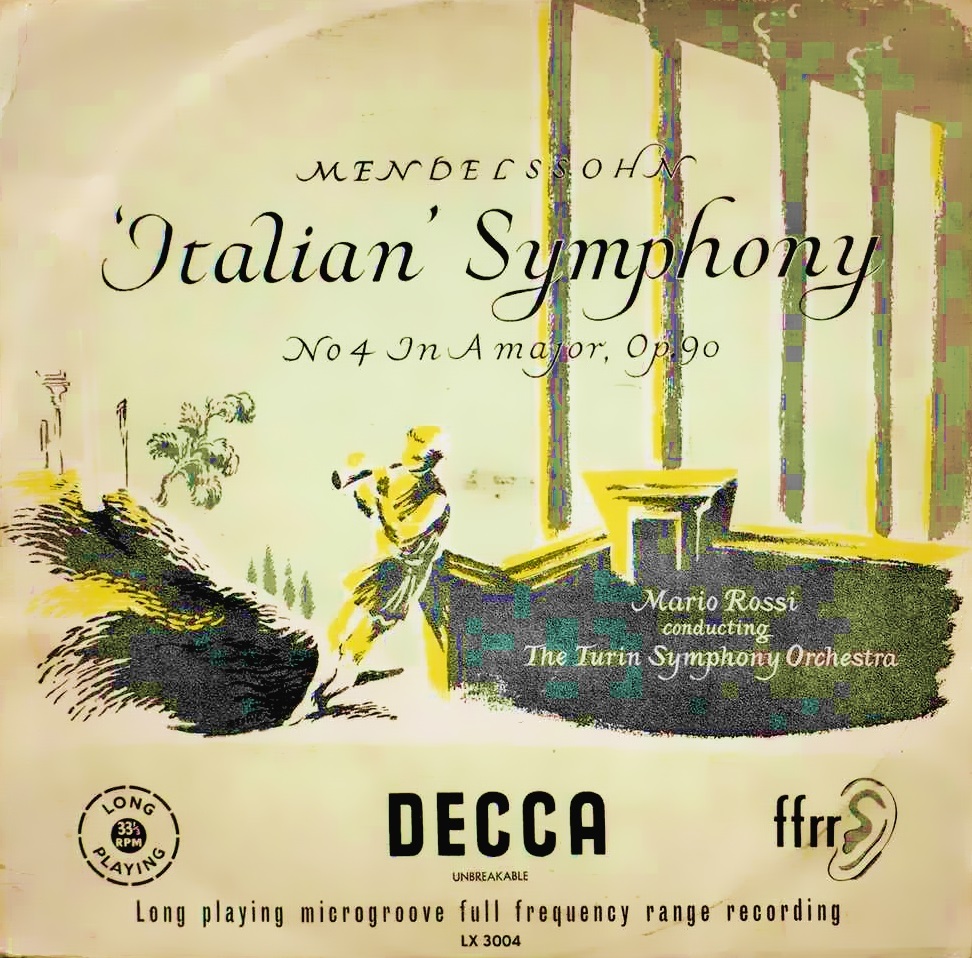
Chosen at random as an example of discovering the secrets of the dead-wax is an item from our own test collection, an early DECCA LP (from the ffrr era) of Mendelssohn's Symphony No. 4 in A Major, Opus 90 ('The Italian') played by the Turin Symphony Orchestra conducted by Mario Rossi. This disc is mono and was released in June 1950.
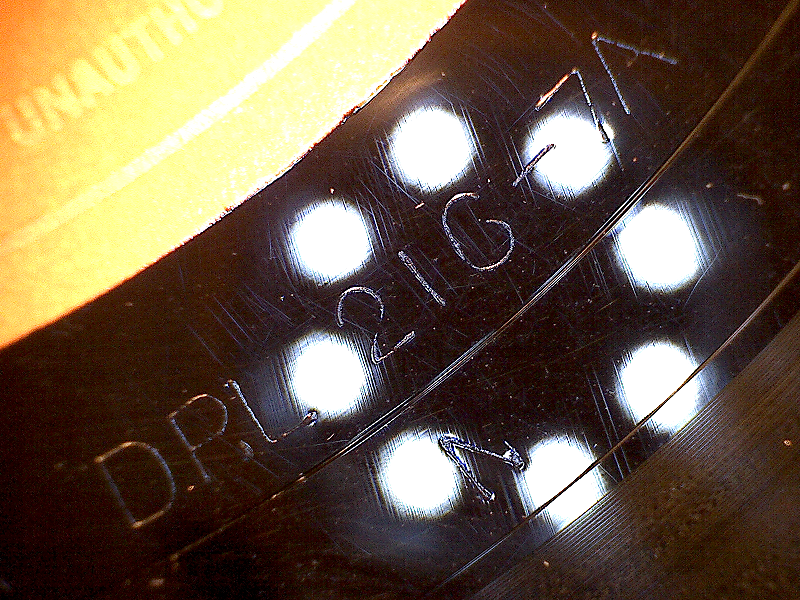
The side 1 label declares that the matrix is DRL.216 and this is indeed what we find in the run out. Along with the information that this was the seventh cut. The A indicates that the mastering engineer was Guy Fletcher who cut the lacquer.¹ Seven cuts is quite a high number.³
The stamper for this particular record was grown from the 7th mother.
And it was stamped using stamper code NN.
Decca used the word ‘BUCKINGHAM’ for the code for the numbering of the stamper; the first stamper to be made from the mother has the letter B, the next one has U and so on. Thus: 1 = B, 2 = U, 3 = C, 4 = K, 5 = I, 6 = N, 7 = G, 8 = H, 9 = A, M = 0.¹ ²
So, the stamper for this particular record was the 66th stamper from the 7th mother from a lacquer cut by Guy Fletcher.³
Note that stamper 66 from mother 7 doesn't mean there were a previous 65 stampers grown from mother 7. Stampers were numbered sequentially as they were used for production. For example, stampers 1 to 10 may have been made from mother 1 and stampers 11 to 20 made from mother 2, and so on.
Collecting our thoughts
We must be careful not to overinterpret or simplify the messages in the letters and numbers in the run-out dead-wax. They were not designed as a logical, methodical cataloging system for record collectors to use decades in the future: they were designed as internal codes for manufacturing inventory and quality control of product which was produced in thousands, even millions of units.
The codes used in one record manufacturing plant wouldn't have meant much to the employees of another factory back in the days the records were stamped - or indeed in the same factory five years later. Like the identification or cataloging systems used in any organisation, the coding systems used in record mastering and production were peculiar - even idiosyncratic (certainly the DECCA¹ and EMI² stamper codes qualify on that count). And, like all systems, they were beset by the mistakes and muddle which exist in any busy office or factory.
Nevertheless, there is real information contained in these codes, especially when considerable time has been devoted to decoding the meanings by devoted collectors.
Good breeding?
There is significant confusion and misunderstanding in the idea that a record produced in stamper #1 from mother #1 is inherently "nearer the original sound" than stamper #30 produced from mother #3. To believe this is to misunderstand the production process.
❝ The only way of gauging the audio quality of any record, is to play it.❞
The part of the entire manufacturing process with the greatest variability is the compression moulding of the final plastic product. By comparison the electroforming procedures yield excellent copies provided the processing stages are kept scrupulously clean and are not rushed.6 Thus, the first record moulded from stamper #24 from mother #5 may well be a better copy than the thousandth record from stamper #1 from mother #1.
The dead-wax information doesn't tell us anything about the state of the stampers, or the press, or the diligence of the operator and inspector and all of these factors have a greater bearing on the quality of the record than does the the family-tree of the metalwork. The only extra value to records produced from #1 stampers made from #1 mothers is in their rarity. The only way of gauging the audio quality of any record, is to play it.
Be that as it may, the dead-wax information can alert us to possible issues. If you are presented with a record to buy or to needle-drop, you might want to be wary of the copy from stamper #123 derived from mother #1 of cut-1. Pressings with a long, convoluted metalwork pedigree suggest the factory may not have been operating the most meticulous quality policies!
White labels
White label records were made as test pressings for the artsts to approve and/or for promotional purposes; like providing pre-release copies to radio stations. They were usually manufactured on a press devoted to the purpose in the processing department and not part of the main production department at all. Finished labels (often not ready at this stage of the production) were not used. Instead, the records were issued with simple, plain labels, hence the term.
These test/approval/promotion pressings were, by definition, made with pre-production stampers from a first (or early) mother. In fact, the EMI factory in Hayes always referred to test pressings as G copies reflecting that they always used the first stamper.2,5
We can't know what has happened to a record in the years since its manufacture, but we do know that a white-label test-pressing is as near to a "first off the press" example of a historic record as we can identify.
What about ❝first pressings❞?
First pressings, so beloved of record collectors, are a source of confusion. The cut number - 1 inscribed on the lacquer master is often used to qualify a record as a "first pressing" but this is unreliable. As an example, for large-scale product releases in America, several lacquers were produced and were shipped to factories located around the country to ensure sufficient inventory in all markets. These may have been marked -1, -2, -3. In these circumstances it's meaningless to attribute more value to the lacquer produced for the east coast factory (which happened to get -1) than that produced for the mid-west or the west coast.
Similarly, re-cuts (-2, -3 and so on) were a normal part of record production and shouldn't be regarded as necessarily "further from the truth" compared with the initial cut. For a large-scale release, records made from re-cuts may well have been included in the first distributed inventory of the record on its release. Once again, the only extra value to records produced from the initial cut is in their rarity.
"Hot" records
Some records are valued more highly on the basis that a particular combination of lacquer cut, mother and stamper resulted in a superior sounding record. These are known as variously as hot-cuts or hot-stampers.
Clearly, it's true of any mass-produced product there will be examples which are better, or worse, than average. Records are no exception to this. However, applied to historic discs, these claims rather ignore the effects of record wear in the years since the record's manufacture. It may well be true that a record pressed with stamper #35, from mother #5 of cut -4 was a particularly good example when it left the factory fifty years ago. But, if it was played several hundred times with a cartridge tracking at 5 grams (and many were), it won't be now! Once again, the only way to determine the quality of a record is to listen to it.7
❝ After the invention of magnetic tape recording, the final output from a recording studio was a reel of tape: before, the output was a wax disc.❞
Pre-vinyl records have their own page. Some information on the markings in the run-out dead-wax is given on this page.
The invention of the LP coïncided with the development of magnetic recording tape — both were dependent on plastics technology which leapt ahead during World War 2. Plastics technology also underwrote the development of the nitro-cellulose lacquer of modern masters.
Until about 1950, the masters cut on the lathe were called "wax" masters (the origin of the word dead-wax) although they were in fact metallic soaps and chemically quite different from the true waxes occurring in nature. Originally developed by Edison for the cylinder phonograph (always a record and playback device), metallic soaps are essentially fatty acid chains stuck together with the help of metal ions. The result are amorphous materials with a waxy feel.
The existence of magnetic tape entirely changed how records were recorded. Prior to tape, the record lathe was the recording device. After the invention of magnetic tape recording, the final output from a recording studio was a reel of tape: before, the output was a wax disc.
The "cut" number inscribed on the wax master was therefore not simply a clerical reference relating to the cut made from the same master tape. It was a reference to the take of the recording. The musicians would record several takes in search of the best performance they could muster, and each wax disc represented a different performance.
When significant production numbers of the record were anticipated, sometimes a couple of different waxes of different takes were sent forward to the factory for processing and pressing. Thus two or more versions of the "same record" went into circulation and it should be no surprise that collectors today eagerly search for the different versions; especially when the recordings are of improvising jazz musicians.
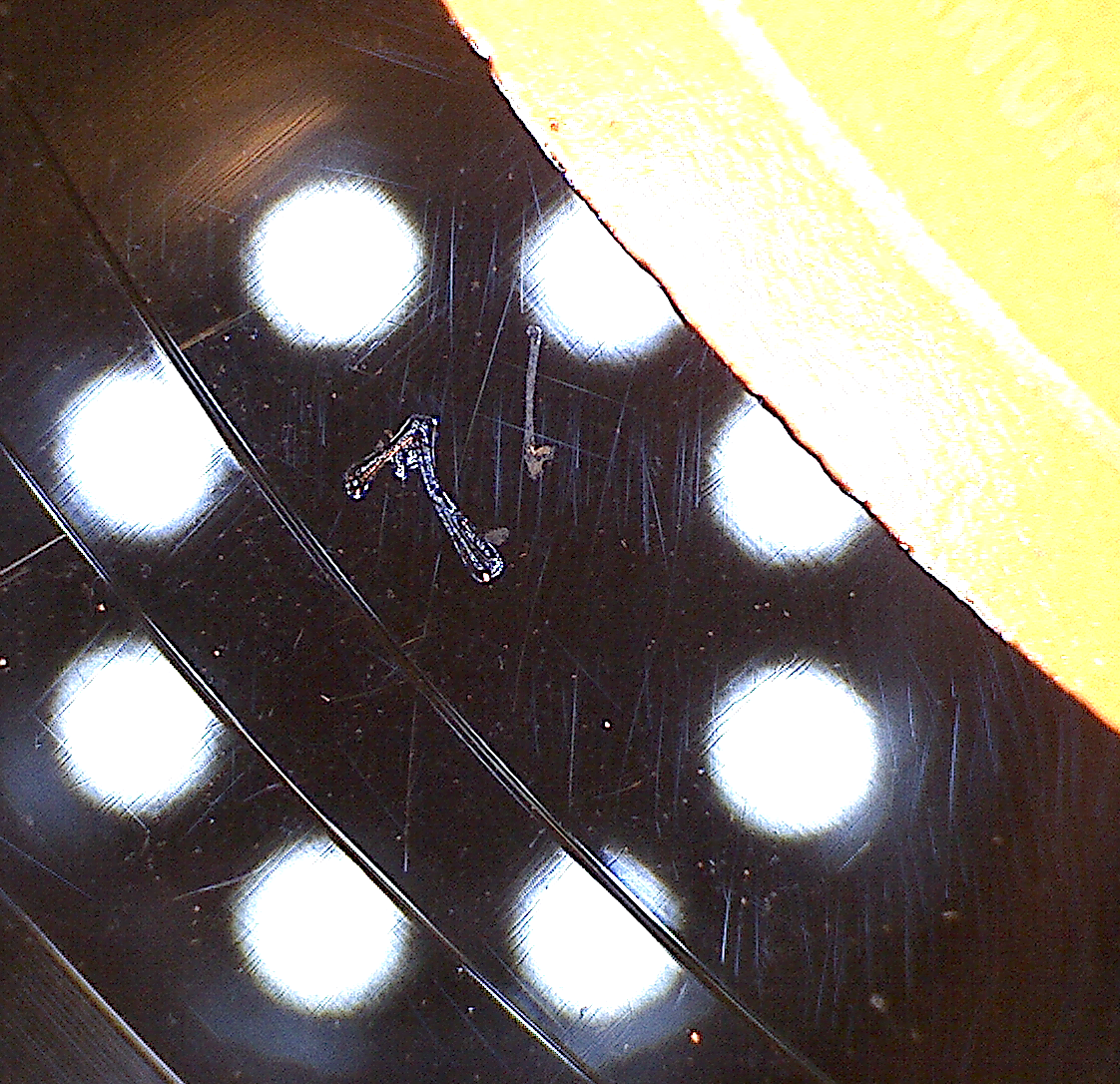
The inscriptions may also give us important clues as to the recording technology utilised making the record. An example of dead-wax information from a His Master's Voice record manufactured at the Hayes factory is illustrated right. The label tells us that this record is His Master's Voice D1224 The Marriage of Figaro and Cosi Fan Tutte Overtures by Mozart, played by The State Opera Orchestra of Berlin, conducted by Dr. Leo Blech. And the EMI catalogue reveals that the disc was released in June 1927. Taking the Cosi Fan Tutte side, the dead-wax tells us a lot more.
The matrix number with the raised Roman I tells us that the record was the first take. The triangle symbol tells us that the record was recorded using the Western Electric (Westrex) Recording system the first electric recording system developed by Bell Laboratories which was the research division of the US telephone monopoly, American Telephone & Telegraph (AT&T). This record was thus recorded in the "white-heat of technology" of the time as the Westrex system only became available in 1926. Western Electric leased their recording system and required record companies to pay a royalty on each record. Thus, only a few years passed before British Columbia Gramophone in the UK developed their own system to avoid paying royalties after the Wall Street crash.
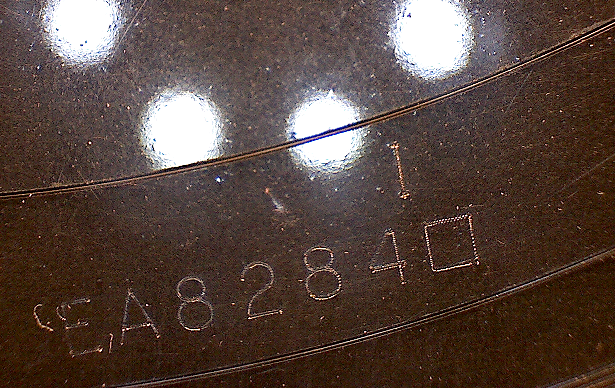
The alternative system was, in fact, a great improvement over the Westrex system and was designed by a young Alan Blumlein (later, the inventor of stereo). Comparing the Cosi Fan Tutte with a later record in our collection (His Master's Voice B.9010, Jerusalem sung by Paul Robeson, recorded in Februaury 1940), the matrix reveals a square, instead of a triangle (left). This was the later symbol chosen to represent that the Blumlein's moving-coil cutter was used instead of the Westrex moving-iron system. Initially a croix gammée (sometimes called a swastika) was used. This initial choice of symbol was dropped in favour of the square in the 1930s when a group in Germany sought to make the symbol well known.
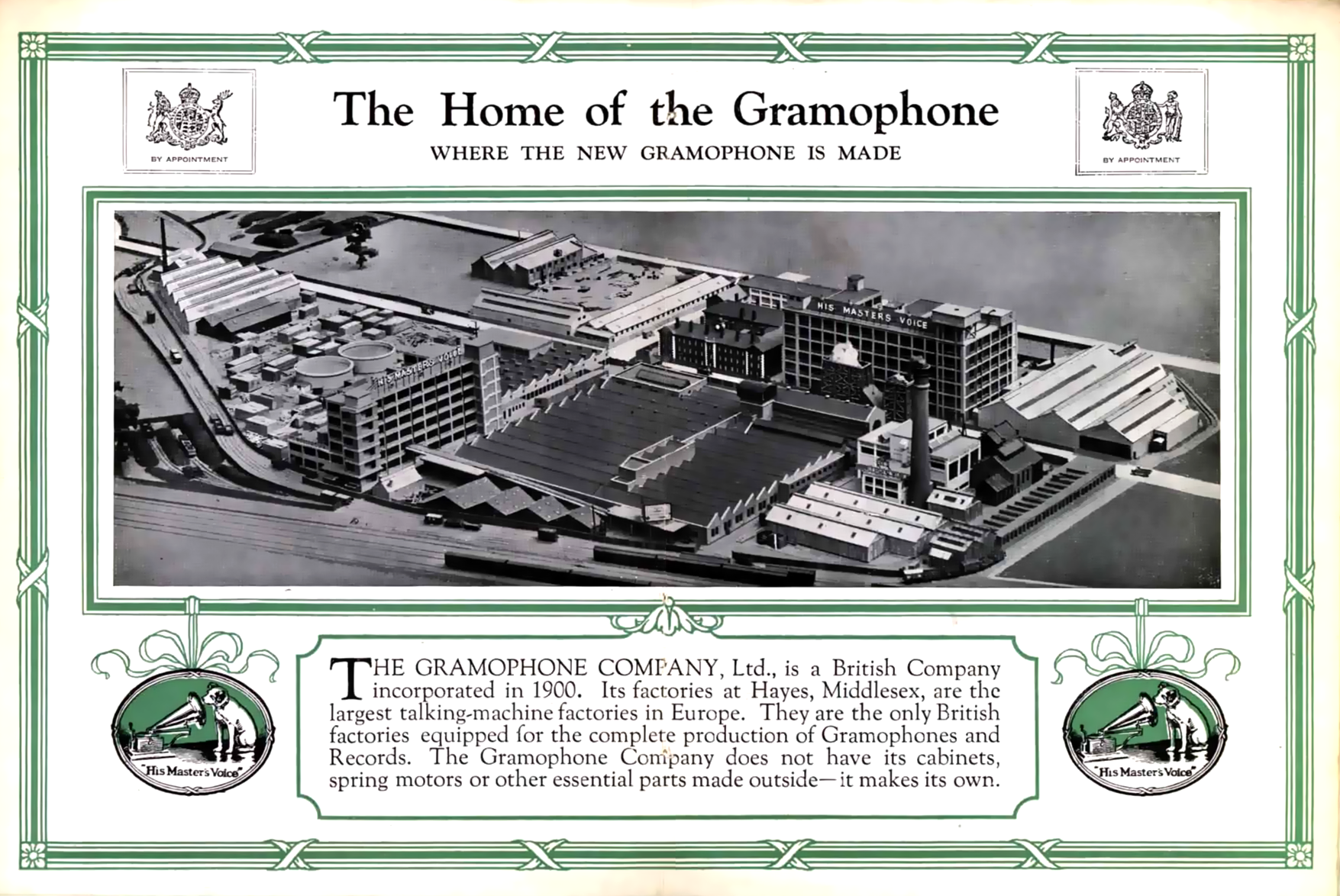
Returning to our 1927 Cosi Fan Tutte record, the stamper number reveals that the disc was made from a stamper marked GG. The origin of this strange code comes from the history of His Master's Voice label which is explained on this page. Briefly, Emile Berliner founded The Gramophone Company Ltd. in 1897 and despite global megers and acquisitions within just a few years of its founding, the stamper codes used in The Gramophone and Typewriter Co.'s factory in Hayes near London remained true to their roots. (The factory in Hayes is illustrated above, from The Gramophone Company catalogue of 1925.)
Instead of using numbers for the stampers, the code was ’GRAMOPHLTD’ was used such that: G = 1, R = 2, A = 3, M = 4, O = 5, P = 6, H = 7, L = 8, T = 9, D = 0. Thus the first stamper was marked "G", the second, "R". The tenth stamper was coded "GD" and so on. GG was thus code for the 11th stamper.
An interesting wrinkle appears in the inscribed mother number of this record from 1927 in the form of a sort of fraction 117. This is no mistake. It was a trick used by the record factory in Hayes where they would occasionally replate a low generation stamper to act as an additional metal master (called a submaster) from which to generate more mothers.
There were thus two, extra steps in the plating process: Lacquer → Master → Mother → Stamper as Submaster → Mother → Stamper. The "fraction" code means that mother #11 was been created from an unused stamper created from mother #7. The Gramophone Company and Columbia Gramophophone Co. Ltd merged in 1931 to form Electrical and Musical Industries (EMI) and the Hayes factory where our Cosi Fan Tutte record was made was the same factory in which The Beatles records were made 40 years later. EMI still used the submaster trick and some Beatles records betray the same double-mother number for the same reason.
Notes and references
1. Information from MootzProductions UK (https://www.mootzproductions.com/)
2. EMI used a stamper code5 which goes back all the way to EMI's origins in the Gramophone Company in 1897 as explained in the section on 78 RPM records. The code was used until the late 1980s and is thereby essential knowledge for the many collectors of records by The Beatles. The code was ’GRAMOPHLTD’ such that: G = 1, R = 2, A = 3, M = 4, O = 5, P = 6, H = 7, L = 8, T = 9, D = 0.
3. A production volume based on 66 stampers sounds consistent with this type of product and the era it was made. But the number of the mother is high, as is the cut-number — and they are the same. Most likely, in the very early days of the LP a new lacquer was required for each mother. This record dates from 1950, only two years after the introdution of the vinyl record.
4. From Franklin Roosevelt’s Re-Nomination Acceptance Speech (1936)
5. Hayes on Record: A History of the People and Processes Involved in the Manufacture and Development of Vinyl Record and Music Cassettes at Hayes, Middlesex. Hall, ed. P. and Brown, C. EMI Music Services (UK), 1992
6. Performance Characteristics of the Commercial Stereo Disc. Eargle, J. JAES Volume 17, Number 4, August 1969

 The piece of information easiest to spot in the run-out section of the record is the lacquer number (or matrix number). This is punched, or scratched into the soft nitro-cellulose lacquer by the mastering engineer who cut the lacquer from the original master-tapes.
The piece of information easiest to spot in the run-out section of the record is the lacquer number (or matrix number). This is punched, or scratched into the soft nitro-cellulose lacquer by the mastering engineer who cut the lacquer from the original master-tapes.



 The inscriptions may also give us important clues as to the recording technology utilised making the record. An example of dead-wax information from a His Master's Voice record manufactured at the Hayes factory is illustrated right. The label tells us that this record is His Master's Voice D1224 The Marriage of Figaro and Cosi Fan Tutte Overtures by Mozart, played by The State Opera Orchestra of Berlin, conducted by Dr. Leo Blech. And the EMI catalogue reveals that the disc was released in June 1927. Taking the Cosi Fan Tutte side, the dead-wax tells us a lot more.
The inscriptions may also give us important clues as to the recording technology utilised making the record. An example of dead-wax information from a His Master's Voice record manufactured at the Hayes factory is illustrated right. The label tells us that this record is His Master's Voice D1224 The Marriage of Figaro and Cosi Fan Tutte Overtures by Mozart, played by The State Opera Orchestra of Berlin, conducted by Dr. Leo Blech. And the EMI catalogue reveals that the disc was released in June 1927. Taking the Cosi Fan Tutte side, the dead-wax tells us a lot more.
 Returning to our 1927 Cosi Fan Tutte record, the stamper number reveals that the disc was made from a stamper marked GG. The origin of this strange code comes from the history of His Master's Voice label which is
Returning to our 1927 Cosi Fan Tutte record, the stamper number reveals that the disc was made from a stamper marked GG. The origin of this strange code comes from the history of His Master's Voice label which is 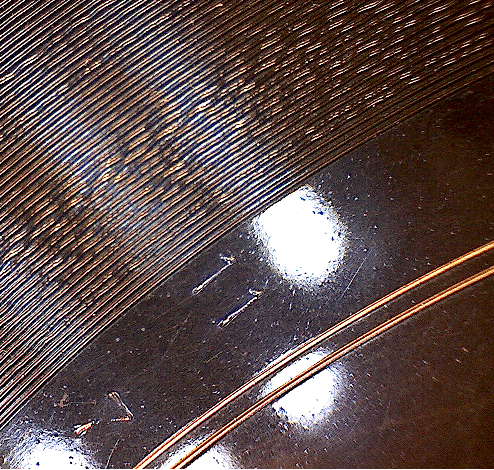 Instead of using numbers for the stampers, the code was ’GRAMOPHLTD’ was used such that: G = 1, R = 2, A = 3, M = 4, O = 5, P = 6, H = 7, L = 8, T = 9, D = 0. Thus the first stamper was marked "G", the second, "R". The tenth stamper was coded "GD" and so on. GG was thus code for the 11th stamper.
Instead of using numbers for the stampers, the code was ’GRAMOPHLTD’ was used such that: G = 1, R = 2, A = 3, M = 4, O = 5, P = 6, H = 7, L = 8, T = 9, D = 0. Thus the first stamper was marked "G", the second, "R". The tenth stamper was coded "GD" and so on. GG was thus code for the 11th stamper.