The manufacture of gramophone records commences in a process known as cutting the master lacquer. Technologically, this is a precision machining process which employs a specialist lathe (left). Record lathes are explored in detail on this page.
Most people have seen images on television of a record press, a sort of leviathon waffle-maker, squashing a blob of plastic into a flat record. They think of this as the heart of making records. By comparison the processing part of the manufacture of discs is the Cinderalla the story - hardly known.¹
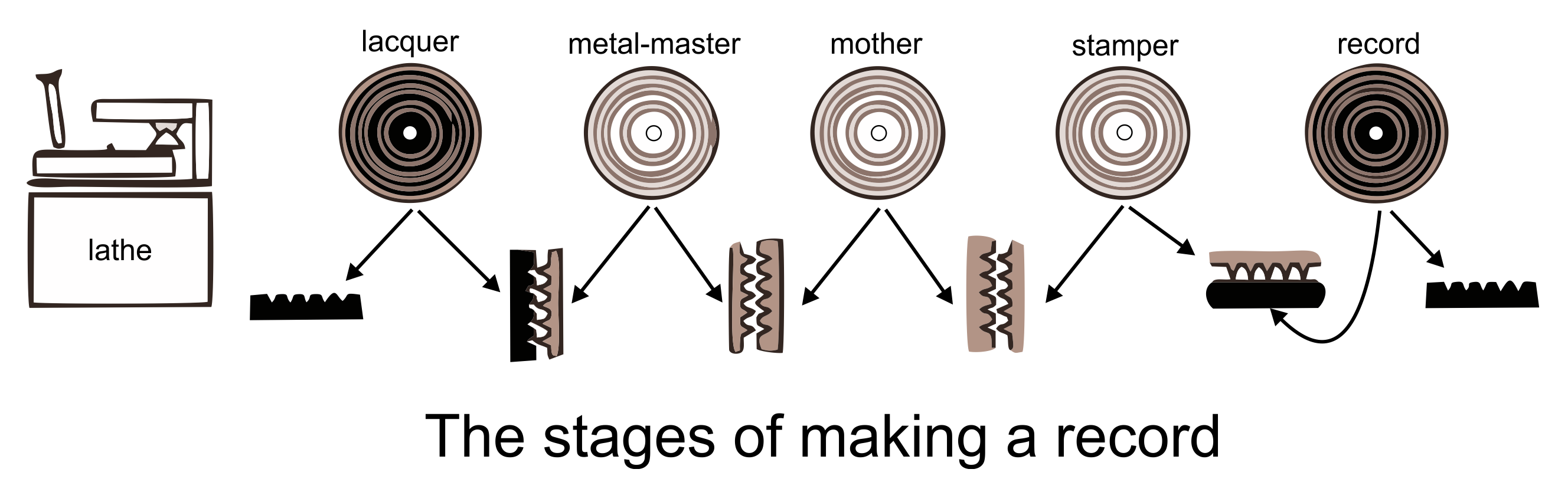
The processing stage in the manufacture of records is the term given for a series of procedures in which the lacquer disc (sometimes called the acetate) is turned into the metalwork also called the stampers which are a negative impression of the original master disc in which the groove has become a ridge. The stampers are the mould for the production records, the ridges in the stamper leaving the impression of grooves in the heated, soft vinyl. The various stages of making a record are illustrated below. As you can see, the record-press is last in the line of a chain of procedures.¹

Processing starts with the lacquer which is first coated with a very thin layer of metallic silver in the same way that glass is treated to produce a mirror — by chemically reducing silver onto the surface. The silvering of the lacquer is required because the next stage of processing is performed by electrolysis in which a current is passed through a conductive solution of metal salts. This is also known as electroforming.² In this process, the acetate will become one of the electrodes or terminals placed in the conductive solution. It must therefore be rendered conductive to electricity and that's the role of the silver.
The silvered lacquer is submerged in a green solution of nickel sulphamate [Ni(SO3NH2)2]. Salts of this type ionize completely when dissolved in water. Which is to say, the solution contains no molecules of these salts: only their ions.
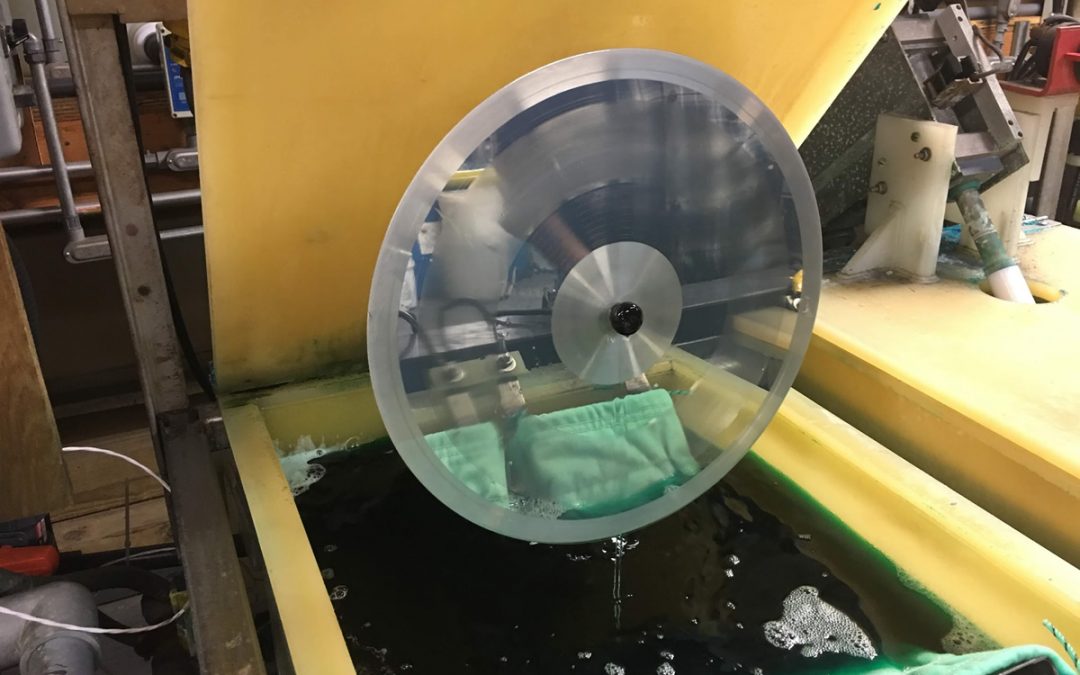
During electrolysis, in which an electric current is passed through the ionized solution, the nickel ions in the solution migrate from the positive electrode (the anode) to the negative electrode (the cathode). The positive electrode is a titanium basket filled with nickel ingots. This is the source of the nickel. The silvered lacquer is arranged as the cathode onto which the nickel is deposited. The lacquer is fitted to a turning turntable which is lowered into the solution. The lacquer turns to keep the thickness of the deposited nickel as even as possible over the whole surface.³
 The process takes several hours because the electric current must be limited to a point where it doesn't overheat and distort the lacquer. When completed, the resulting nickel-plating is 0.4 to 0.8mm thick and may be separated from the original silvered lacquer. This new component is known as the metal master or sometimes just master or father — different factories employed different names. This is the first negative impression of the recorded disc in which the groove has become a ridge.
The process takes several hours because the electric current must be limited to a point where it doesn't overheat and distort the lacquer. When completed, the resulting nickel-plating is 0.4 to 0.8mm thick and may be separated from the original silvered lacquer. This new component is known as the metal master or sometimes just master or father — different factories employed different names. This is the first negative impression of the recorded disc in which the groove has become a ridge.
In the short, looping .gif file, notice how the silver adheres to the nickel: not the lacquer when they are split apart. This must happen cleanly. If parts of the silver layer cling to the lacquer it will make for a noisy metal-master. Normally, the lacquer is discarded after the first processing. The potential that it has become damaged is too great to treat this again as the "master" copy. If another lacquer is required, another will be cut.
The very thin layer of silver on top of the nickel is often chemically removed because it is soft and easily damaged. In addition, in industrial environments, contaminants such as sulfides are present and these cause corrosion of the silver.³
When only a few hundred discs are required, the first nickel-master, grown from the lacquer original, may be used as a stamper which is to say used in the compression moulding machines to leave the impression of grooves in the heated, soft vinyl. For industrial production, a process is undertaken in which an intermediate positive or mother is produced from the metal-master. This metal positive (or mother) has a groove and may be played just like a normal disc And is, in fact, played to check it for quality as we'll see.
The mother is produced in another stage of electroforming, very similar to the first. Once again, the deposited metal is nickel, this time deposited to an ultimate thickness of between 0.5mm and 0.9mm. There are two major differences. Firstly, this second stage may progress more rapidly than the initial stage by allowing more current to pass in the circuit. Faraday had discovered that the mass deposited at the cathode is proportional to the product of the current, and the time for which it flows: that is to say, to the quantity of charge which passes in the electrolysis circuit — in fact, this is Faraday's first law of electrolysis. The current may be increased in this case because the cathode is a metal part and thereby less suceptible to heating effects than the silvered lacquer. This process only takes a couple of hours.
The second difference is that, at this stage we have nickel being deposited onto nickel. So, something must be arranged to keep the deposited layer separate, otherwise the new part (the mother) could not be separated from the metal-master.
The answer is a colloidal layer which is applied to the nickel-master before electroforming. A colloid is a mixture in which microscopically particles are suspended in another substance. Colloids may be man-made or naturally produced. Milk is a colloid as is the albumen in the clear part of a chicken's egg. In fact, egg-white was used for many years at this stage of record production — acting to keep the cathode and the deposited metal far enough apart that they could be separated later. Later, an artificial agent with potassium diochromate was used.
The separation of the positive mother from the original metal-master demands strength and precision¹. Once performed, the metal-master is cleaned and packed for storage: it is the artefact which is closest to the original lacquer and may be used to make further mothers for later production.
As the recording stylus ploughs the groove in the original lacquer, it throws up displaced material onto the land. Viewed with a microscope, this material looks like a pair of "horns" - one at the top of each groove wall.
By heating and carefully shaping the cutting stylus on the lathe, these horns are minimised, but a burr is always present. These horns have no effect on audio quality because they are safely away from the path of the stylus. But they can create process problems in moulding. A burr on the positive lacquer will become a hollow in the negative stamper in which plastic will become trapped. This can cause problems releasing the plastic record from the mould and, at worst, can cause the vinyl to tear.
 The metal mother presents an opportunity to remove these horns by spinning the mother on a wheel and polishing the surface with pumice-impregnated cotton. This remained a feature of record production until the end of the era of the phonograph record.³ It was sometimes called dehorning.
The metal mother presents an opportunity to remove these horns by spinning the mother on a wheel and polishing the surface with pumice-impregnated cotton. This remained a feature of record production until the end of the era of the phonograph record.³ It was sometimes called dehorning.
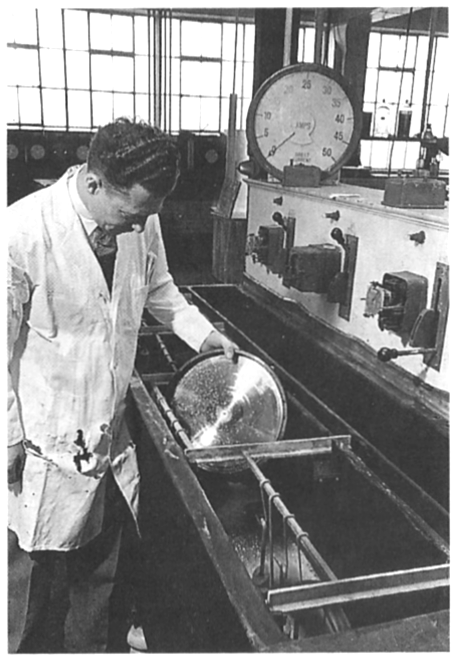
A positive mother with a groove affords the possibility of listening because it can be played like a normal record. This opportunity is seized upon as it is the only point in the long journey from master-tape to stamper when this is possible. (Delicate lacquers are NOT auditioned.) So, the mother is trimmed to normal record size and passed to the quality control (QC) department who listen to it using a, more-or-less, standard record-player. Real ears are used in this stage of the process. (The EMI Hayes QC team are depicted in the photograph from around 1961 left.) Any faults are noted and, if they are minor, they are microscopically repaired.
Repairs normally involve removing small flecks in the groove cause by dust or items of debris picked up in the electrolysis tanks which are identified as playback "clicks and pops" in the listening tests. A skilled repairer may even be able to repair an overcut where two adjacent turns of the spiral groove become so close that they fuse.
This quality control step with the mother represents an important data point for the collector today. Provided this team were consistent and effective, there is no reason to prefer an early mother to a later version.
Metal (nickel) stampers are produced from mothers in one more electroforming process. Once again, a colloidal film is used to keep the two surfaces microscopically apart and new-grown negative is separated from the mother. The stamper thickness will be between 0.2 to 0.25mm so it be able to properly interface with the press moulds.³
The metal part used to mould the plastic record is now nearly ready. But first, because the back of the stamper is deposited metal via electrolysis, it has a microscopic, crystaline roughness which would cause noise on record playback if not polished smooth. This is known as stamper back-sanding and is performed by a dedicated machine which spins the stamper very quickly (360 RPM) whilst applying an abrasive cloth to the rear face.
Next the stamper is punched to create a new, much larger centre-hole which will be used to centre it in the record press. This is a manual stage in the process and may introduce eccentricity if not very accurately performed.
Finally, the stamper is marked (often with a letter code) and sent to the stamper store to await a production order for records.¹
Pressing
Vinyl records are pressed by placing a hot, soft slab of raw PVC material weighing just a little more than that in the finished record between opposed stampers in a hydraulic press. The PVC plastic material in this form is called a biscuit or a puck. The puck is usually about three inches (75mm) in diameter and about 1 inch (25mm) thick at first. It is introduced into the middle of the press with the record labels above and below it (see video).
The stampers are then heated with steam to about 140℃ and the jaws of the press close on the biscuit which is squeezed out to flat disc shape in the press under great pressure. During the course of this pressing treatment, the plastic material is forced into conformity with the ridges of the stampers in the press.
A visual indication that the plastic has flowed is given by the excess PVC which "splurges" beyond the edges of the press creating a rim of rough, unmoulded plastic known as flashing. After a few seconds, the steam is replaced with cold water. This allows the record to become firm enough to be removed from the press once the jaws of the mould open. The duration of the heating, pressing and cooling cycle is 20 to 30 seconds. The record is then placed on the trimming turntable, where the excess vinyl (flashing - usually about an inch around the edge) is cut away to leave the 12� disc. Lastly it is stacked and sent to the packaging department.
Back in the days of large-scale record production, arguments raged over the amount and type of vinyl mix to be used in the press and the length of time for each pressing-cycle for a disc.
In general the more material used, and thus the thicker and heavier the pressing, the less likely the record will be to warp in storage or use. This was true of shellac era records and, to a degree, is true of LPs too. Up until 1970, when PVC was a cheap product of oil, most discs weighed at least 160 grams. But, following the oil crisis of the early nineteen-seventies, the OPEC embargo forced pressing plants in America and Europe to drop the weight to an average of around 120 grams.
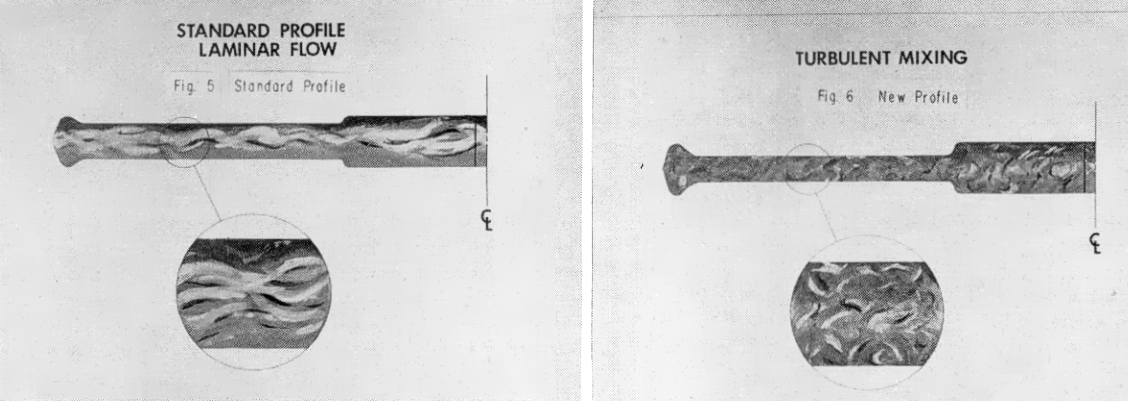 RCA spent considerable time and effort in the early 70s to develop a new disc profile which reduced the thickness of an LP to 0.030" (0.76 mm) and its weight to 90 grams.12 Clever and dilligent experimental work proved that, not only were RCA able to reduce the unit cost of the records using the new profile, but that the quality of the pressings were improved.
RCA spent considerable time and effort in the early 70s to develop a new disc profile which reduced the thickness of an LP to 0.030" (0.76 mm) and its weight to 90 grams.12 Clever and dilligent experimental work proved that, not only were RCA able to reduce the unit cost of the records using the new profile, but that the quality of the pressings were improved.
Especially interesting is RCA's work on discovering that the compound flowed differently in the mould of the thinner disc so that it became turbulent — as opposed to laminar flow in the standard LP press. The turbulation ensured that the compound filled the mould more completely (left).
But RCA were not rewarded for this breakthrough. Rex Isom (the then Chief Engineer of RCA Records) explained rather wistfully that consumer reaction to the first 5 million records produced in the new profile was, ❝vaguely negative❞, with customers commenting the records were ❝paper thin❞ and that they were being cheated out of the plastic a decent record required.12
Amusingly, Isom later blamed Edison and his Diamond Discs, a ¼-inch (6mm) thick and weighing nearly a pound (440g) for being,
❝..the event that has related record weight with record quality in the minds of the American consumer ..... for nearly 50 years.❞ 13
The risk of warpage (both immediate and delayed) is increased if the presses are run fast and the hot pressed discs given little time to cool before handling and packing. Some automatic presses could run on a cycle time of as little as 20 seconds per disc. At the other extreme, manual press may have had a cycle time of as long as 40 seconds per disc. The medium was around 30 seconds on an automatic press. In general, it is the rule that a longer pressing cycle yields quieter records and the probability of any of the pressing problems described below is increased the shorter cycle time is devoted to each record.
Potential manufacturing issues
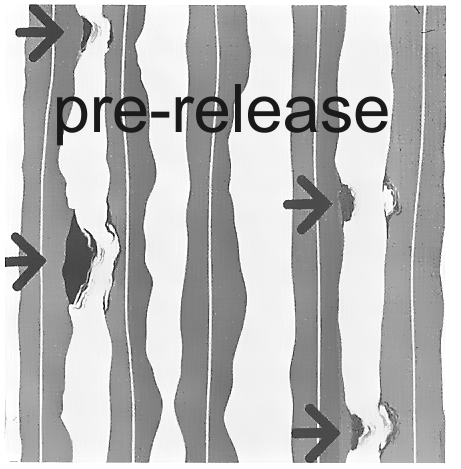

The first type of "stitching" damage is localised damage to the outer groove wall due to the shrinking of the disc before the stamper has completely released from the plastic. This is called pre-release damage.
The second form of "stitching" is called post-release damage and is caused by stamper coming back into contact with the disc immediately after release. It too is usually spotted by careful visual inspection of the groove. If not, it sounds like annoying a "splattering" or "ripping" sound, often just prior to a loud passage on the record.
The cure for "stitching" usually entails a thorough re-examination of the mechanical alignment of the press.
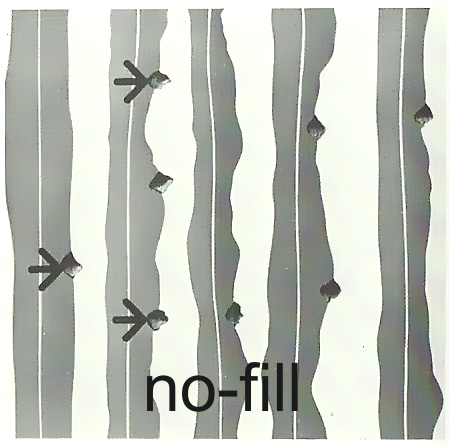
No-fill is caused by incomplete moulding.¹ When squeezing a lump of PVC out to flat, disc form, it must be squeezed everywhere between the faces of the stampers.
Unfortunately, it sometimes happens that the outwardly flowing plastic does not completely fill in the leeward side of a ridge. Hence, one or more portions of the outer shoulders of the sound grooves in a finished record are missing and the result. If no-fill is severe, it is often referred to as airmarks and is rejected in visual inspection. However, it is often not spotted and rejected in QC and the result is a portion of the record in which there is a loud "rasp" on replay. It is very common to hear no-fill on the lead-in of many records where presumably it was tolerated.
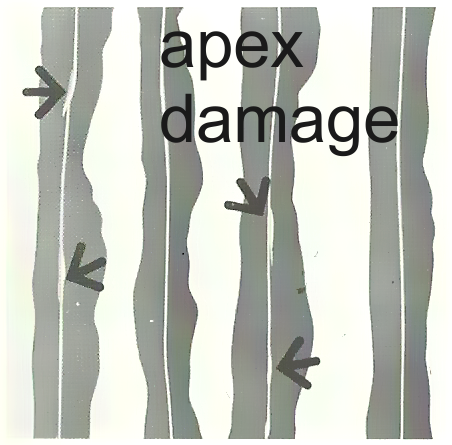
Apex-damage is visible (with magnification) as irregularities in the bottom of the groove and is due to the two stampers touching before the plastic filled the mould cavity. It was a real problem for manufacturers with the introduction of vertical modulation of stereo records.¹
Pimples are due to impurities in the PVC stock which cause damage in the form of a small dent to the stampers. These dents become small bumps the main playing surface of the moulded record. For some reason, period American discs seem more prone to this than European-manufactured records (perhaps due to the higher proportion of recycled vinyl used, see below). Many times, the small bumps are relatively harmless, but the worst can make the stylus "jump". Dips are usually due to dirt behind the stamper on the press and are simply the result of poor cleanliness in the factory.
Blisters in records are the result of the expansion of gases trapped in the compound. The frequency of their occurence varies from one plant to another, depending on how the compound is blended and extruded. A small blister will cause no more than a barely perceptible once-around thump and may be tolerated by quality control. But a ruptured blister can even break a playback stylus. Happily, the worst cases are almost always caught during visual inspection.
Pinch-warp results from improper removal of the record from the press. If the record is still warm it can be easily twisted at the edge by the press operator, resulting in a permanent set at the edge. The cure is to ensure more careful handling at this critical point or to remove the record from the press at a lower temperature. Pinch warpage is most annoying because it can produce an unpleasant once-around "wobble" in pitch and even throw the tonearm from the groove.This fault is unfortunately too common in commercial plastic discs — it is almost unknown with shellac records.
"Dish" warping, in which the record assumes a slightly "hub-capped" appearance, can be caused by dimensional errors and uncontrolled stresses during the pressing cycle, but it is more often the result of improper stacking of the records on the spindle that supports them while they cool.
But, by far the most common fault with gramophone records of all eras (including today's audiophile releases) is eccentricity due to the spindle-hole not being in the exact centre of the groove spiral. Jump to a page where the issue of eccentric centre-holes is explored in detail as well as the ability to correct for this in Stereo Lab. The mystery of how records are made so that the centre-hole is not at the centre of the groove spiral is explained on this page.
How many records from how many stampers from how many mothers?
Record manufacturing, in the heyday of the record as a mass-medium was a highly competitive business. Each factory had its own processes and standards and each factory sought business on the basis that it provided the best, most cost-effective product. In that environment, the information required to answer the question, "How many records from how many stampers from how many mothers?" was sensitive and kept secret. Getting solid information requires some detective work. Clearly standards changed over time as a result of improved techniques and competitive pressures.
From 1962, we have this data from Stereo Review10,
❝On the average, one lacquer will produce two or three masters before being discarded; each master will make three or four mothers ; and each mother should produce six to eight stampers.❞ 10
And, we do have reliable data from 1969 as to the excellent fidelity of the refined electroforming processes.5 Work performed by RCA Records revealed that - via evolutionary improvement in manufacturing - the playback performance of mothers matched or exceeded the performance of the playback of the original lacquer in terms of noise, frequency-response and distortion. The differences and improvements were attributable to the differences in the interface between the diamond and the recorded surface. Essentially, electroforming proved to be an excellent replication process provided electroforming wasn't hurried and the electrolysis tanks were scrupulously clean.5
But we discover that by 1980,
❝a factory churning out pop LPs, and anxious to produce as many discs from a single original lacquer as possible, will grow half a dozen mothers from the metal master and literally hundreds of stampers from each mother.❞ 4Examination of the matrix numbers in the deadwax of records from this era bears this out.
How long does a stamper go on pressing quality records? Sadly the only simple answer to that question is, it depends on how you define quality !
The production of vinyl records was a business which changed and evolved over the thirty years of production: the yields in the 1960s were very difficult to those in the 1980s. But, it's unclear how much of that was due to better production equipment and techniques and how much due to falling standards? To understand this, we have to know how quality control is excercised in the record factory.
Immediately after a new stamper is put on the press, a record is pressed and taken to a testing station, where an inspector weighs it and measures it for diameter, thickness, flatness and eccentricity. Then the test record is taken to a soundproof listening booth and played all the way through by another inspector who listens critically for imperfections. If the initial inspection shows that the stamper is free of faults, the press run proceeds.
A further inspector is assigned to a number of presses and takes records from each several times an hour (say every 500 to 1500 discs from each press) and spot checks them in the soundproof booth. When a defect is detected, the offending press is stopped and all the records produced since the previous inspection are trashed.
This subjective method of quality control means the number of "good quality" records from one stamper solely depends on the quality level being maintained in the plant. A busy quarter, or a slow one, might - and did ! - modulate the acceptable quality threshold. From the oil crisis in the early 1970s, which caused a dearth of good quality PVC, until the end of the record as a mass medium, the pressure on the inspectors must have been enormous.
From the Stereo Review article in 1962, we learn this,
❝A stamper can be counted on to press perhaps six hundred 12-inch discs.❞ 10
And two further data points come from the unlikely source of Boys' Life (the monthly magazine of the Boy Scouts of America). Both relate visits to the same record factory, Columbia Record's Pitman, N.J., plant; the first from November 1966 and the second from February 1979. In the first report we see, ❝Each stamper can be depended on to print about 400 records.❞, and from the second report, ❝On the production line, each stamper presses an average of 1000 records.❞ 9
Sadly, we have plenty of evidence that, as the engineers improved yields and standards in the works3,5, the benefits were taken in increased profits; either directly to the manufacturer or, more often, by the record company via lower cost-of-goods. Improved product quality to the consumer seems to have featured rather lower on the list of priorities. By the end of the LP era journalist Adrian Hope writing in the UK's New Scientist magazine4 was able to say the following without fear of censure,
❝Today's record buying public does the job of an unpaid quality control department for most record companies.... Although the record industry stubbornly refuses to admit the fact, bad pressing of records is at the root of its present commercial problems. The topic of bad pressing is on the leading pages of each issue of many record magazines.❞
Hope's piece gives us an incompete, but worthwhile, glimse into record manufacturing right at the tail-end of the analogue disc epoch.
❝As few as a thousand discs may be pressed from each stamper for a super hi-fi pressing, and around 3000 for other classical production runs. For pop, the sky's the limit...... ❞ 4
The truth appears to be that there were no engineering rules, only the rules of the market.
❝Here the accountants step into the picture by insisting that as many mothers and stampers as possible are "grown" by electroplating from each master, that they be grown as fast as possible, and that the stampers be used for as long as possible in the presses. On this point every factory manager adopts his own attitudes and compromises.❞ 4
Even in the heyday of vinyl records, when new pressing equipment was available and easy to maintain, the number of rejected discs as a proportion of total manufactured pieces was surprisingly high (around 7% to 15%). Given this rejection ratio, the practice of re-grinding up the rejects to make PVC copolymer stock for new discs developed on economic grounds.
It is nowadays taken as inviolable knowledge that this recycled PVC produces more surface noise than brand new (or virgin) plastic because it contains contaminants. But this was not always the case.
Back in the 1970s, a few companies (including Decca in England) argued that it was not only economical, but also of benefit to the final audio performance of the disc, if reject discs were reground and the vinyl used again. According to the Decca, the more the vinyl was recycled the smoother it became. But others, ironically including Decca's German sister company Teldec, rejected the idea of recycling because it introduced a degree of unpredictability into the pressing process. EMI's compromise was to use recycled vinyl to press pop records and virgin vinyl for classical music.4
The urban myth that recycled vinyl contains ground-up paper originating in the labels from re-ground discs is untrue. The centre label section was always punched out of discs when returned for recycling.
Thankfully only practised during the heyday of records as a mass medium, and much more insidious than the use of recycled PVC copolymer, was the use of ❝extenders❞ in the plastic compound. Extenders were materials with flow qualities similar to those of the PVC copolymer which were mixed in the compound supplied to the presses. This practice permitted a lesser amount of the relatively expensive PVC copolymer to be used in pressing each record.
The petroleum industry offered a range of imprecisely defined extenders for PVC, so it is almost impossible to know now what was used. We do know that the EMI factory in Hayes near London used the pure RCA Victor formulation for microgroove records (97% vinyl chloride/acetate copolymer, 1.5% carbon black and 1.5% di-basic lead stearate) until the mid-sixties. After that time they introduced a new homopolymer filler made by ICI. With a high molecular weight, the filler polymer did not flux or melt at the processing temperatures used for the RCA Victor formula but remained as discrete particles during the pressing. The introduction of the filler enabled EMI to reduce pressing cycle times by as much as 20%, the only detrimental effect being, ❝a marginal increase in surface noise.❞ ¹
Almost without exception, adulterating the vinyl with extenders made it more difficult to produce a quiet pressing.
The manufacturing techniques described above relate to the mature processes of manufacturing a modern, plastic (vinyl) record. The all nickel sulfamate processing techniques described were introduced around 1960. Prior to that date, techniques built on copper electroforming were the norm.
Berliner's earliest disc records were made using a photolithographic technique. The recording was made on glass covered with a film of amorphous ink. This was used to control the exposure of a polished zinc plate which was subsequently etched with nitric acid. But the results were poor and Berliner soon adopted Edison's solution for his cylinder records so that wax masters were cut on the recording lathe — although the "wax" was, in fact, a metallic soap8.
The change to nitro-cellulose lacquer improved, but didn't radically change, the cutting of records on the recording lathe. The major change in this part of the recording chain came very early; with the introduction of electric recording.
The manufacturing process of: Wax → Master → Mother → Stamper was developed by Edison too (and appears in his 1914 patent for the creation of metal stampers).7 The change to the recent nickel sulfamate processes described above only concerned the details of the chemistry of the processing. The introduction of the all-nickel process coïncided with the introduction of PVC (vinyl) records.¹
Production of metal stampers from the wax master was done (just as with a nitro-cellulose lacquer) by electroforming to the wax surface. But first the wax had to be made conductive. In the early days of shellac records, very fine, pure graphite powder was applied to the wax surface with a fine brush. In the 1930s, the graphite was replaced with bronze dust which gave a superior finished product.¹
Engineers at Bell Laboratories developed a method of sputtering a one molecular layer of gold on the surface of a wax master to make it conductive in the 1930s, and engineers Bill Soby and Harry Christmas at the EMI factory in the UK invented a similar technique in the early 1940s. (Soby and Christmas went on to develop the modern method of chemically reducing silver onto a lacquer in the mid-1940s).¹ These techniques had the great advantage of reducing suface noise due to the elimination of metal or graphite powder on the wax surface.
The coated wax master was then submerged in a electroforming bath. Unlike the later process based on nickel sulfamate, this bath was a solution of copper sulfate and sulfuric acid. But, in exactly the same way, a process of electrolysis built up a layer of metal (in this case copper) on the wax surface. In early years of records, this took many hours.
The copper layer was then stripped from the wax to make the metal master. This first metal negative was called the first shell in the early days of record manufacturing — a rather better term. Likewise, the stampers were known as shells. The first shell was sometimes reinforced with a light electroplating of a harder metal, usually nickel.
Prior to the 1920s, the copper negative ("shell") was covered by a special mixture of various waxes and ultra-fine plaster of Paris. This was allowed to dry and harden to produce a new mother of the original wax master.6 This plaster copy was again rendered conductive and copper stampers were electroformed from this plaster mother, multiple times if required.
By the 1920s a full metal-to-metal process was in widespread use. A copper mother was electroformed from the metal master (and separated thanks to a colloid film) and was again plated with nickel to make it harder. Copper stampers were grown from the copper/nickel mother by electrolysis and were plated, first with nickel and finally with chromium to improve their life in the record press.
This is one area which changed little - even during the transformation from shellac records to microgroove, plastic discs. In fact, the formulation of vinyl records was adapted so that the copolymer was a suitable for use in record presses designed for shellac discs. The technology of record pressing changed little until the introduction of fully-automated presses in the mid to late 1960s.
The formulation of shellac discs is difficult to describe because it changed greatly from manufacturer to manufacturer and through time; especially when war or economic shocks caused shortages of certain ingredients.
From 1908 until the Second World War, the EMI factory used a mixture of slate powder (65%), shellac (27%) as the main ingredients of the formulation of the records it produced. The remaining 8% was a mixture of manilla copal, wood resin, carnuba wax and carbon black.¹
War meant supplies of shellac became rare and, ❝any available scrap material, even the sweepings off the floor❞ was used as a filler.¹
An excellent RCA Victor documentary from 1942 documents how shellac records were made from the manufacture of wax masters to the stamping of the finished records.
1. Hayes on Record: A History of the People and Processes Involved in the Manufacture and Development of Vinyl Record and Music Cassettes at Hayes, Middlesex. Hall, ed. P. and Brown, C. EMI Music Services (UK), 1992
2. Note electroforming, not electroplating. In electroplating, the deposited metal becomes part of the existing product by coating it. In electroforming, the mandrel (the patterned surface) will be removed from the product. After the mandrel is removed, the object that remains is entirely created through electrodeposition.
3. Record Manufacturing: Making the Sound for Everyone. Ruda, J.C. JAES Volume 25, Number 10/11 October/November 1977
4. Pressing problems for a record future. Hope, A. New Scientist January 1980
5. Performance Characteristics of the Commercial Stereo Disc. Eargle, J. JAES Volume 17, Number 4, August 1969
6. Waxes, Shells and Stampers. Beardsley, R. from the The AHRC Research Centre for the History and Analysis of Recorded Music (https://charm.rhul.ac.uk/history/p20_4_7.html)
7. Notebooks by Edison and Other Experimenters - Disc Plating Experiments: (NA337A) on disk electroplating at Edison from June 1920 - March 1921 Notebooks, Thomas A. Edison Papers Project at Rutgers State University, Piscataway, NJ 08854.
8. Metal soaps are essentially fatty acid chains stuck together with the help of metal ions. The resulting amorphous materials have a waxy feel.
9. Platter Chatter. Doclar, E. Boys' Life November 1966. From Pressing Plant to Platter. Fulton, K. Boys' Life February 1979
10. Operation waffle iron. Percy, C. HiFi/Stereo Review November and December 1962
11. How to Make Good Records. Bittner, J. Jr. Stereo Review October 1974
12. A New Profile for LP Records. Isom, W.R. JAES Vol. 19, No. 7 July/August 1971
13. Record Materials. Isom, W.R. JAES Vol. 25 No. 10/11 October/November 1977
Pspatial Audio Home page
For all support issues, go here.
For Pspatial Audio sales, email: sales@pspatialaudio.com